
When a large-scale garment factory faces the quality inspection demand of 100,000 pieces of T-shirts per month, the full inspection requires a lot of manpower to check one by one, which is not only time-consuming and laborious, but also may lead to product scrap due to destructive inspection; while using AQL sampling inspection, only need to take 125 pieces of samples according to the standard, and according to the number of defects, the whole batch of products can be quickly determined whether the product is qualified or not. This is the most commonly used quality management AQL StandardsThis article will explain the core logic of the AQL standard in layman's terms. This article will explain the core logic of the AQL standard, compare the application scenarios of sampling and full inspection, and help quickly grasp the decision-making framework of quality inspection.


I. AQL - the "universal language" of quality inspection
AQL (Acceptable Quality Limit) is essentially the manufacturing industry's recognized "Quality Tolerance Protocol", which defines the worst possible process average quality level that can be tolerated in multiple consecutive batches of product sampling. Simply put, AQL is like a traffic light, providing buyers and sellers with clear quality determination criteria: when the product defect rate is below the agreed AQL value, the entire batch of products is acceptable; if it exceeds it, it needs to be rejected.
(i) Significant differences in AQL standards across industries
- Apparel and textile industry: AQL 2.5 (Minor Defects) is usually used, which means that a maximum of 2.5 non-fatal defects are allowed per 100 pieces of product. For example, for an order of 3000 pieces of apparel, 125 pieces are sampled according to AQL 2.5, and the number of defective pieces ≤ 7 will pass the acceptance.
- Electronic component industry: the standard is much more stringent, the AQL value is mostly between 0.01-1.5. Such as resistor incoming material inspection using AQL 0.4%, 1000 products sampling 125, allowing a maximum of 1 failed product.
- Military / Medical Industry: AQL for fatal defects ≤ 0.65, ensuring extremely high reliability of safety-related products.
The lower the AQL number, the more stringent the quality requirements. Remember a simple rule: AQL 0.65 is more demanding than AQL 2.5, which is commonly used for precision parts, and AQL 2.5, which is used for everyday products.
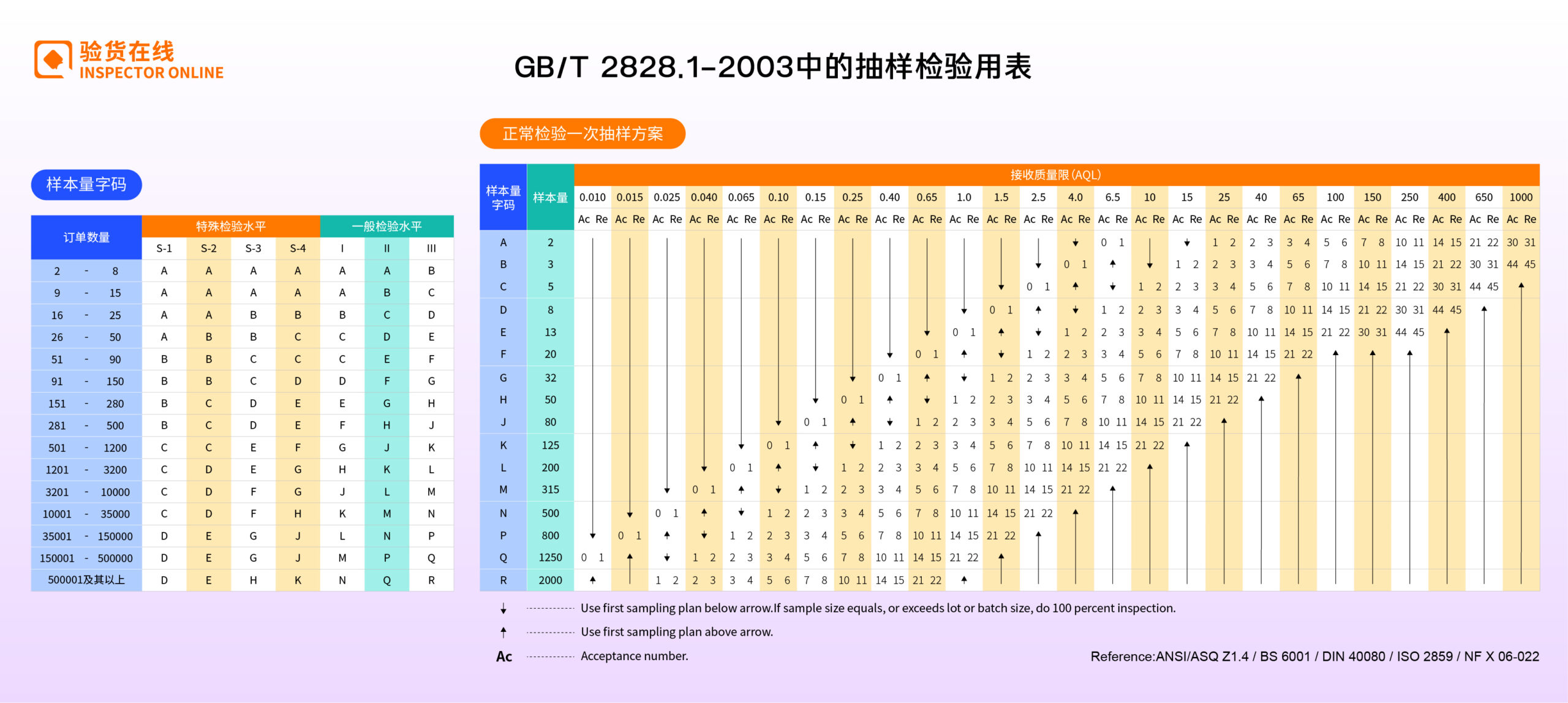
(ii) A three-step approach to understanding AQL tables
- Step 1: Determine the volume range. If the order quantity of 3000 pieces belongs to the "1201-3200" zone
- Step 2: Select the inspection level. Most industries default to "General Inspection Level II"
- Step 3: Find the determination criteria. Under the AQL 2.5 column, find the Ac (Acceptable Quantity) and Re (Rejected Quantity) for the corresponding lot.
For example, in the sampling inspection of 7 pieces of customized furniture: according to AQL 2.5, 2 pieces should be sampled, and as long as 1 piece of defective product is found, it should be rejected; while according to AQL 4.0, 3 pieces should be sampled, and only when no defective product is found, it will be passed. This difference reflects the flexible adjustment of AQL according to product characteristics.
(iii) Dynamically adjusted "quality traffic lights"
AQL is not a static standard, but a flexible system that can be dynamically adjusted to fluctuations in quality and consists of three inspection states:
- Normal test: initial state, balancing the risks of buyers and sellers.
- Stricter Inspection: Automatically switches when 2 out of 5 consecutive lots are rejected, with stricter acceptance criteria.
- Relaxed test: can be used when quality is stable and transfer score ≥ 30, sample size reduced by 40%.
This adjustment mechanism acts like a quality alarm, providing timely warning when quality is slipping and reducing inspection costs when quality is stabilizing.
II. Sampling vs. full inspection
The essence of choosing between sampling and full inspection is to find a balance between quality assurance and cost efficiency. The cost of full inspection is usually 2-5 times that of sampling, and the difference is especially significant in mass production: full inspection requires a large amount of manpower, the cost of production costs accounted for 5-15%, which is being gradually replaced by the concept of "zero-defect" process control.
Sampling can reduce QC costs by more than 90%, and is particularly suited to standardized, low-value products. The core risk of sampling is "missing", i.e. the possibility of letting a non-conforming lot slip through the cracks. the AQL standard keeps this risk within acceptable limits through statistical design:
When the quality of the product is better than the AQL value, the batch acceptance probability is up to 95% or more, which protects the interests of the producer.
When the quality is inferior to the AQL value, the probability of acceptance plummets, protecting the interests of the user.
III. Implementation on the ground: a five-step guide from standards to practice
Master the application of AQL standards, need to be combined with the characteristics of the industry and the actual production, the establishment of dynamic adjustment of the inspection system.

Five-step implementation guide
- Clarify the classification of defects: Classify defects as Class A (fatal), Class B (serious), and Class C (minor), and set different AQL values (e.g., 0.15, 0.40, 0.65) respectively.
- Selection of sampling plan: According to GB/T 2828.1-2012 standard, determine the inspection level and batch range, check the table to get the sample size and judgment number.
- Perform sampling tests: Ensure random sampling and avoid selective sampling. For example, take samples from different batches and different locations.
- Dynamic adjustment strategy: 5 consecutive batches of qualified can apply for relaxation of the test; 2 batches failed to immediately start the tightening of the test.
- Combined with process control: AQL is only a post facto inspection, it needs to be combined with SPC (Statistical Process Control) to minimize defects at the source.
AQL standards andSampling programEssentially a "last line of defense" for quality control rather than a fundamental solution. The practice of mature enterprises shows that: when the process capability is high enough (CPK ≥ 1.33), the inspection cost can be significantly reduced. The choice of sampling or full inspection should ultimately return to the comprehensive consideration of product characteristics, customer demand and enterprise quality management level.
"Inspection Online" As a professionalThird party inspection companiesWe are well versed in the core logic and practical application of AQL standards, and are able to develop corresponding sampling and inspection programs according to the characteristics of different industries and the specific needs of enterprises. Whether it is apparel and textile or electrical products, we can strictly follow the corresponding AQL standards to perform inspections, through scientific sampling, professional defect determination and dynamic adjustment of the inspection status, to ensure product quality while helping enterprises to reduce the cost of quality inspection, so that the quality of inspection is more accurate, more efficient and more worry-free.
